






水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来冷却钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:
切割热影响区小;
防止整个工件的硬度降低;
减少切割工件变形;
切割后可以直接对工件进行冷却。
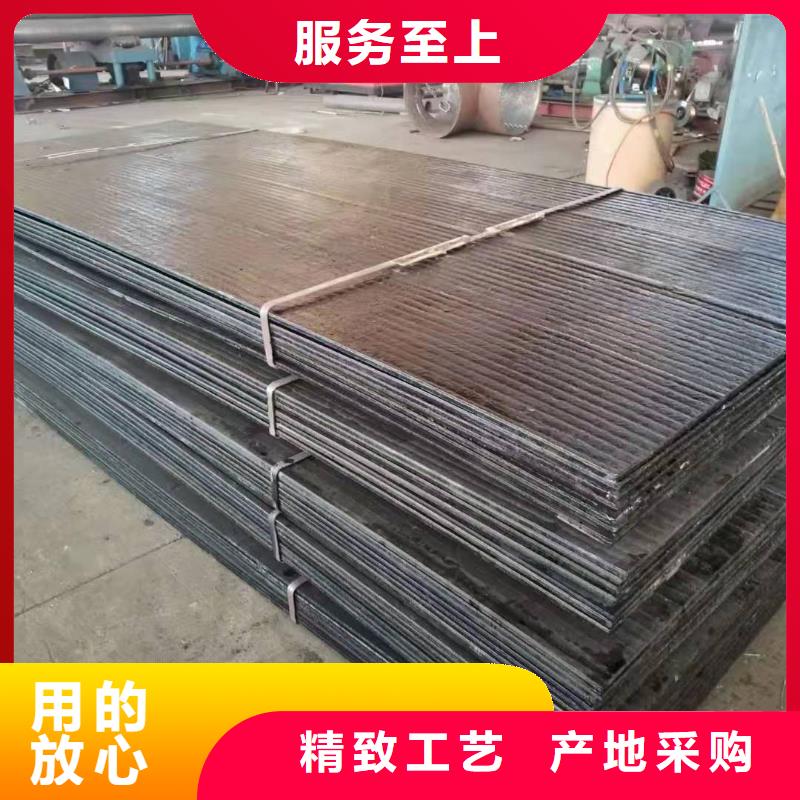
耐磨板

焊接双金属耐磨复合板焊条条件许可时优先选用碱性焊条;坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少双金属耐磨复合板母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
双金属耐磨复合板焊接工艺参数由于母材熔化到一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小双金属耐磨复合板母材的熔深。
双金属耐磨复合板焊后尽量要对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下工作的焊件更应如此。应力的回火温度为600~650℃。若焊后不能进行应力热处理,应立即进行后热处理。耐磨板





1.切割:等离子切割、碳弧和砂轮锯可用于将大面积新钢NM500耐磨板切割成所需形状。的方法是使用空气或惰性气体等离子弧进行切割,的方法是从合金表面开始切割。碳弧切割应从基底的一侧开始。如果使用锯片,只能进行线性切割,并且需要碳化硅锯片。
2.弯曲:新钢NM500耐磨板可冷成型,并根据需要弯曲成所需的形状或弧形或圆形。凹形成型时,合金裂纹会因向内应力而闭合;凸模成型后,裂纹会变成更大的裂纹,这是正常的景象。如果裂纹太大,用相应的焊条修理。应根据建议的弯曲半径进行压接。
3.开口:新钢NM500耐磨板的大孔可以用等离子切割。小孔使用电火花加工机。装配螺栓的沉孔可以用等离子或碳弧切割。
4.焊接:大面积新钢NM500耐磨板的母材是焊接性好的钢板。当需要拼接两块新钢NM500耐磨板时,可以先将后母材焊接在一起,然后在前堆焊层填充相应的堆焊焊条。新钢NM500耐磨板也可以焊接到其他钢结构上。
5.塞焊:等离子或碳弧气刨可用于在新钢NM500耐磨板上钻孔,并通过塞焊与其他钢结构连接。
6.螺栓固定:螺栓可以通过闪光焊或熔焊焊接到钢板的母材上,然后连接到其他工件上,或者新钢NM500耐磨板可以穿孔,通过螺栓连接到其他工件上。
7.表面处理:新钢NM500耐磨板表示不需要处理。如果需要加工,只需要研磨,其他常规方法不适用。新钢NM500耐磨板不适合表面精度要求高的场合。


关于 黑龙江牡丹江耐候景观雕塑运费承担: 本 黑龙江牡丹江耐候景观雕塑商品价格不含任何运费,都是 黑龙江牡丹江耐候景观雕塑出厂价格。因为发货方式不一样还有发货地点不一样,普通物流与快递运费价格是不一样的,到每个地方的运费也不同,所以哈曼金属材料有限公司要根据买家的发货方式以及收货地点再来确定运费价格,以保证 终的交易价格。


